张保学
(甘肃一安建设科技集团有限公司,甘肃 兰州 730000)
引言在油品物流企业中,储罐是一种重要的资产,它可以保证物流存储和输送的安全。因此,对于危化品企业来说,必须在设计储油罐的过程中严格遵守规范,必须在施工和安装的过程中保障安全。相关企业需要高度重视制作和安装储罐的过程,采取必要的措施保障储罐在前期的制作和后续安装工作中的质量,保证储罐可以充分发挥出应有的效用,基于此,本文以立式拱顶储罐为例,分析这种储罐如何管控制作安装的质量。
1 立式拱顶储罐原材料控制在制作与安装立式拱顶储罐的过程中,工作人员必须验收到达现场的原材料,在验收的过程中严格遵守材料入库的相关要求,在验收的过程中必须协同参建单位的技术人员,提高验收工作的有效性。验收原材料的主要内容包括确保储罐钢板具有质量合格的证书,并且要仔细核对质量合格证明书,保证上面的每一项数据都与储罐制作的实际需求相符。验收人员还要核查原材料的供货状态以及化学成分,保证现场的原材料与前期设计阶段的标准相符。
同时,验收原材料的人员需要检查钢板上产品标识,保证标识清晰,避免后续在储罐安装的过程中造成混乱。验收人员可以采用多种验收检查方式,最简单的方式为目视检查,检查每一张钢板的大致尺寸、外形与厚度。在验收完毕后的装卸和运输阶段,为避免钢板出现损伤,要采取一切必要的措施进行防护。尤其是在吊装钢板的过程中,不仅需要布置好吊索,还要注重起吊设备的受力情况,保证钢板完好如初。在正式安装之前,还要再抽检一次,做到万无一失[1]。
2 立式拱顶储罐组装质量控制在组装钢板的过程中,开展组装工作需要遵循一定的顺序,首先要组装垫板,其次要组装中幅板,最后组装边缘板。
1)需要同时铺设立式拱顶储罐的垫板和中幅板。其中,在垫板的铺设过程中,需要做好对接工作,保证对接的焊缝可以满足相关的要求,垫板在焊接之后,表面需要保证足够光滑,足够平整。并且在铺设的过程中要按照相关要求和实际情况预留出一定的收缩活口,并且需要使用钢板密封这些活口,这一步的工作将会为后续中幅板的焊接奠定重要基础。
2)工作人员要充分遵照排版图铺设中幅板,在铺设的过程中,按照既定的方向进行,由中央向两侧,在铺设之后,要检查中幅板配置以及组装的情况。
3)采用焊条电弧焊处理边缘板,对接头的间隙要保证一定的差异,内侧和外侧的间隙应当保持2 mm的差异。立式拱顶储罐的底板容易出现变形,这是一个困扰工作人员很长时间的问题,为了有效克服这一问题的影响,安装钢板的工作人员要保证钢板平整,降低变形问题出现的概率。如果钢板之间的平整度相差较大,需要及时校正。安装立式储罐的工作人员需要保证壁板的安装质量,尤其是第一带圈,在安装第二带壁板的过程中,必须满足各项条件,包括椭圆度以及水平垂直度等。为了避免钢板出现倾斜,需要控制好各个位置的壁板垂直度,避免在检测的过程中出现单一化的问题[2]。
3 立式拱顶储罐焊接质量控制在焊接储罐的各个钢板时,焊接的顺序需要固定下来,首先需要焊接边缘板,其次焊接中幅板,这样焊接有助于控制钢板出现的缝隙。
1)需要采用对接焊缝焊接边缘板,焊接要分为两次进行,首先焊接的应当是外端的对接缝,之后应当焊接大角缝和收缩缝,在两个缝的焊接之间,要焊接剩余部分的焊缝。在边缘板的焊接过程中,应当以手工为主,在安装楔铁时要在垫板下进行,这样安装有助于补偿焊缝出现的角向收缩,有助于保证边缘板的平整。在焊接过程中必然会产生热量,为避免热量集中,需要有四名焊接人员同时完成工作,保证焊接工作的均匀。
2)要采用二氧化碳气体保护焊的方式焊接立式拱顶储罐的中幅板,在焊接过程中,横向排布中幅板的短边焊缝,在焊接长边焊缝的过程中,要从侧向入手,由内至外,规律进行。长边焊缝存在间隔,因此需要工作人员分段或者退步跳跃这些间隔,在焊接的过程中分段进行。与短边焊缝相同,中幅板的长边焊缝在排布的过程中同样需要遵照横向排布。在焊接时,工作人员需要焊接正中间的分段,之后逐渐由内向外焊接。
3)在焊接大角缝时,工作人员必须保证高度的注意力,这是因为在整个立式拱顶储罐中,大角缝连接处是罐体受力情况最差的一部分,必须采用双面多层角缝,提升焊缝的截面尺寸,进而提升大角缝焊接的强度。在实际焊接的过程中,焊接人员需要将大角缝划分为四个区域,并且将这四个大区域划分为各个小段,段数要相等,在四个区域中,分别安排一位焊接人员。在焊接的过程中要采用退焊法,首先焊接立式拱顶储罐的内侧角,之后焊接外侧角。
4)立式拱顶储罐的底板在收缩缝焊接的过程中会出现收缩现象,并且收缩较为严重。为此,在大角缝焊接完毕之前,不能焊接其他的部位[3]。
4 焊接工艺对变形的控制4.1 壁板焊缝坡口及焊接形式如果钢板的厚度小于壁板的焊缝(8 mm),可以采用环缝开坡口,无需将钝边留下,作为坡口的主要形式,并且还要预留出50 mm 的部位总共三处,这三处都不能开坡口,这样焊接的壁板焊缝具有较好的单面焊透性,并且环缝局部的变形也可以减小。如果壁板间的焊缝有较好的刚性,坡口形式可以采用单边,并且可以预留钝边。在施焊的过程中要采用多层的方式,依照壁板的厚度,以10 mm 为分界线,大于分界线使用4 层,小于分界线使用3 层,这样可以显着降低焊接过程中的能量,焊接中出现的形变,焊接时产生的应力都会相应减小。
4.2 壁板焊缝焊接油罐一般采取现场焊接,缺少较好的焊接条件,因此在焊条选择的过程中要有所取舍,以酸性焊条为主,并且要注意焊条的性能。合理选择焊条有助于减少焊接时的飞溅现象,并且在焊接之后,焊缝有较好的形状。
为了减少焊接过程中出现的变形情况,需要合理选择焊接的参数,选择参数一是要保证焊接的质量,二是要减少在焊接过程中产生的焊接线能量,尽量降低电流的使用,但是把握好度,避免电流过小,导致难以焊透。因此,在焊接的过程中要控制好电流的同时,提高焊接的速度,因为焊接所用的时长与焊接产生的线能量之间呈正比。在选择焊接电压时,需要保证焊缝成形,焊接参数以板厚为基准,其中板厚大于10 mm的圈板焊缝焊接需要参照的参数见表1。
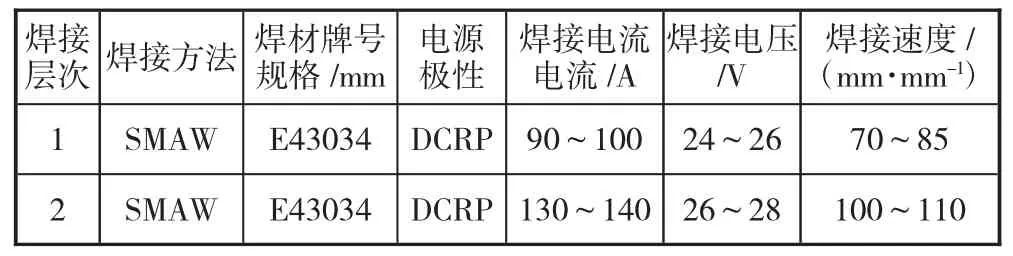
表1 板厚>10 mm 圈板焊缝焊接参数
5 检查和验收在检查和验收的过程中,相关人员首先要检测焊缝。为了保证焊接的合格率,工作人员要进行RT 检测。在检测罐壁的焊缝时,相关工作人员要严格遵照国家标准中的规范。在实际的检测工作中,工作人员需要利用真空箱法,检测罐底焊缝的密实性,检查的指标一是保证立式拱顶储罐中有足够的真空度,二是保证立式拱顶储罐罐底焊缝不存在任何裂缝,完全密实,保证立式拱顶储罐正常使用。工作人员需要着色检查内侧角焊缝,主要位于罐底和底板位置。此外,工作人员需要检测储罐附件的加强板,检测的方法是使用煤油试漏。在控制储罐质量的过程中,焊缝必须加强检测,如果出现不合格的问题要及时整改。
其次,工作人员要整体检测立式拱顶储罐。在安装完毕立式拱顶储罐之后,紧接着需要复核储罐的尺寸,并且要测量壁高。同时,必须检测储罐的垂直度,监测壁板安装的质量情况,还要检测储罐的严密性,可以充水观察是否存在渗漏。充水检查储罐严密性需要在其他检测工作完毕之后进行。在检查严密性的同时,工作人员要观测基础沉降的情况,全面检查立式拱顶储罐的罐底、罐壁以及罐顶。
6 结语在石油化工品生产与销售的过程中,立式拱顶储罐是重要的设备,在运输石油化工品、存储和转运原油的过程中,立式拱顶储罐可以发挥重要的作用。为此,无论是石油化工企业还是物流企业,都必须将重点集中在立式拱顶储罐的制作和安装上,积极采取对策,严格管理控制储罐的原材料、储罐的组装质量以及储罐的焊接质量,保障立式拱顶储罐可以充分发挥作用。